
“The biggest room in the world is the room for improvement”
Helmut Schmidt
Master Your Process: Discover the Top 25 Lean Tools to Transform Your Business
Lean Concepts is an organized approach that identifies & eliminates all types of waste that don’t add any value to the process during business transformation. The primary concept of Lean is to boost customer value while reducing waste. Further, Lean has several tools that we can apply to operations & projects. So, These techniques permit to map out the value stream, identify & remove waste, produce value to the customer, and lead organizational change.
Unlock a world of knowledge with just one click: Navigating Lean Digital Transformation
These top lean tools are utilize either solely or together. The benefits will notably increase, however, as we can use more techniques since they support & strengthen each other. So, Lean tools are organized & scientific methods for problem-solving. Thus, all Lean tools are mention below:
- Master Your Process: Discover the Top 25 Lean Tools to Transform Your Business
- 1. Among many lean tools the first tool is – 5S
- 2. Poka – Yoke : one of the important lean tools
- 3. Andon – Another important lean tools
- 4. Kaizen
- 5. Kanban Pull System lean tools
- 6. Gemba
- 7. Hoshin Kanri lean tools in lean management
- 8. Heijunka lean tools
- 9. Takt Time lean tools
- 10. Jidoka lean tools
- 11. Problem Solving / PDCA / PDSA lean tools
- 12. Cellular Manufacturing
- 13. Overall Equipment Effectiveness (OEE)
- 14. One-Piece Flow
- 15. Bottleneck Analysis
- 16. Total Productive Maintenance (TPM)
- 17. Total Quality Management (TQM)
- 18. Standardized Work
- 19. 5 Why’s
- 20. Value Stream Mapping
- 21. Visual Management
- 22. Just in Time
- 23. Quick Changeover/ SMED
- 24. KPIs
- 25. The last lean tool-8 Wastes
- Six Big Losses (A bonus point)
1. Among many lean tools the first tool is – 5S
5S is a Japanese lean tool that becomes evolved by Toyota as part of their lean manufacturing production system. 5S is an improvement tool for organizing & maintaining a disciplined, clean and productive workplace. It helps to create a better working environment, reduces waste while improving efficiency & quality. Further, For a company imposing 5S, this tool turns into the bottom for all different Lean Manufacturing tools to be use. Further, 5S represents five simple practices that begin with the letter ‘S’ which are: Sort, setting in order, Shine, Standardize, Sustain. Furthermore, In Japanese, these are call as: seiri, seitan, serious, seiketsu, and shitsuke.
- Sort: is the first step of the 5S. It refers to the practice of sorting the all the mess & clutter within the workplace while keeping only what is in need. So, To find the value of each item, ask yourself:
- What is the purpose of this item?
- Why is it here?
- How often is it used?
- Who uses it?
- Setting in Order: After the unnecessary clutter has gone, you can rearrange the required items so that anyone can locate & access them easily. It defines where as well as how the items to perform the work should arrange. This step guarantees that during lean transformation, every single object has its vicinity and those items go back to their vicinity.
- Shine: Shine is another one of the lean manufacturing techniques under 5S that additionally aims of producing a clean workplace without rubbish, dirt, or dust. Further, It includes a thorough cleaning of the work area, all the systems, the useful lean tools, machines & equipment to use in the manufacturing unit of the company. This will permit smooth identification of abnormalities which include repeat contamination earlier than the problem gets worse. Shining additionally enables in developing ownership of the work area making it more secure & pleasant to work in.
- Standardize – It makes sure that whatever work was performed in the first 3 steps is now standardized accordingly. Further, It means doing the correct things correctly all the time. Turn one-time efforts into habits. Whether if it’s an online checklist or verbal reminders, set aside time to help foster an environment where tasks become routine.
- Sustain: Once the first four phases have been implemente, you must now focus on Sustaining what has the result. So, This stage involves housekeeping & auditing of the processes and tools, and equipment. Moreover, It is throughout this stage that the work routine turns into a culture. It is by far the most difficult part to implement during lean transformation.
Also Read: Lean Thinking VS. Traditional Thinking
2. Poka – Yoke : one of the important lean tools
Poke Yoke was developed by Toyota. It is a Japanese term that mean error prevention. Moreover, The idea of Poka Yoke is to prevent mistakes from becoming defects. In addition to this, This lean technique prevents an operator from making a blunder with the aid of using which includes preventive in-built responsiveness in the layout of product or manufacturing process.
The aim of this lean tool is to create a form of quality control that highlights defects automatically and in time takes humans out of the equation. We can apply it to most processes, but areas where it can prove vital include such as in situations where the customer can make an error, when a small error turns into a big error, or when at any point where an error will lead to major disruption.
Read Also: Lean Transformation: Strengths, Applications and Tools
Benefits of Mistake-proofing:
- Ensure that proper circumstances exist before the actual creation and prevent defects from taking place.
- Fosters accountability as well as process enhancement.
- Identifies and also eliminates causes of disruption.
- Relatively low effort as well as less time consuming.
Poka-yoke Example: You might have noticed that the moment you open your washing machine lid, the washing machine shuts off automatically. So, This is to protect you from any issue with the moving part & water spillage. Hence, This is an example of mistake-proofing technique.
Check out POKA YOKE Video-
3. Andon – Another important lean tools
Andon is another lean manufacturing tools that is a visual feedback system for the shop floor that suggests manufacturing status. It alerts whilst help is in need, and empowers operators to stop the production process if any defect they get in the product.
How does Andon help?
Ando utilizes an amalgam of light as well as sound to acting as a communication tool for the shop floor that brings instant attention to problems as they occur, updates production status.
4. Kaizen
Kaizen is the Japanese word that means “continuous improvement” for quality transformation.Generally, It involves 2 words: Kai means to change or improvement and zen means for betterment. So, It is an approach wherein employees work cooperatively proactively to reap regular, incremental enhancements within the production process. Further, Kaizen includes the engagement of all employees, from upper management to assembly line workers, and we can use it to enhance every process in a supply chain, from purchasing to logistics.
Benefits of Kaizen:
- Enhance processes by removing waste.
- Improves safety, delivery, cost structures, quality & it also improves customer satisfaction.
- Fosters personal growth of employees as well as company.
How is Kaizen implemented?
It generally involves 5 primary steps:
- Identify the problem area that will focuse on.
- Utilize videotape to analyze present method.
- Test as well as evaluate improvement possibilities.
- Implement improvements.
- Analyze results and present them to upper management for feedback.
5. Kanban Pull System lean tools
Kanban is the Japanese word for “Sign Board” or “Billboard” in previous decades, manufacturing workers would fill out a signal card when a part was running low. Moreover, The signal card would be sent to a team that’s job was to order more of that part. With a Kanban pull system, a customer process signals a supplying process to produce a product or information. The lean technique of pull system refers to JIT (Just in Time) efficiency, where the product meets consumer demand, not exceeds it.
The goal of Kanban is to decrease waste during the implementation of lean transformation. If parts are only bought when required, you are less probably to waste time, money, or space ordering unnecessary parts. This lean tool creates more efficient processes because the strategy is executed based on consumer demand. If there is a lot of demand for a product only then should you order more. I? there isn’t sufficient demand, companies can prevent unnecessary orders.
Advantages of Kanban:
- Enhanced manufacturing efficiency.
- Enhanced manufacturing environment.
6. Gemba
Gemba refers to “the real place.” It means an actual place where the problem is found or the incident happens. In manufacturing, it mentions to shop floor. It also can be a construction site, sales floor, etc. So, The idea of lean manufacturing tool, Gemba is that management must go to shop floor to search & fix visible problems. Gemba argues that manufacturing problems, cannot be solved from an office. So, A problem solver’s team presence is necessary at Gemba.
How can we implement gemba?
So, Gemba is a step-by-step process:
- Engineers physically go to manufacturing floor to observe processes.
- Then they gather data & understand the work.
- They ask to questions & learn about problems and then, come up with solutions.
Benefits of Gemba-
- Gemba Walks refer staff taking the time to walk through the factory. It also examines what is going on, so they can get knowledge of plant productivity for organization transformation.
- Gemba gives deep, thorough as well as effective understanding of manufacturing process & discussions with shop floor employees.
Check out the Gemba Video-
7. Hoshin Kanri lean tools in lean management
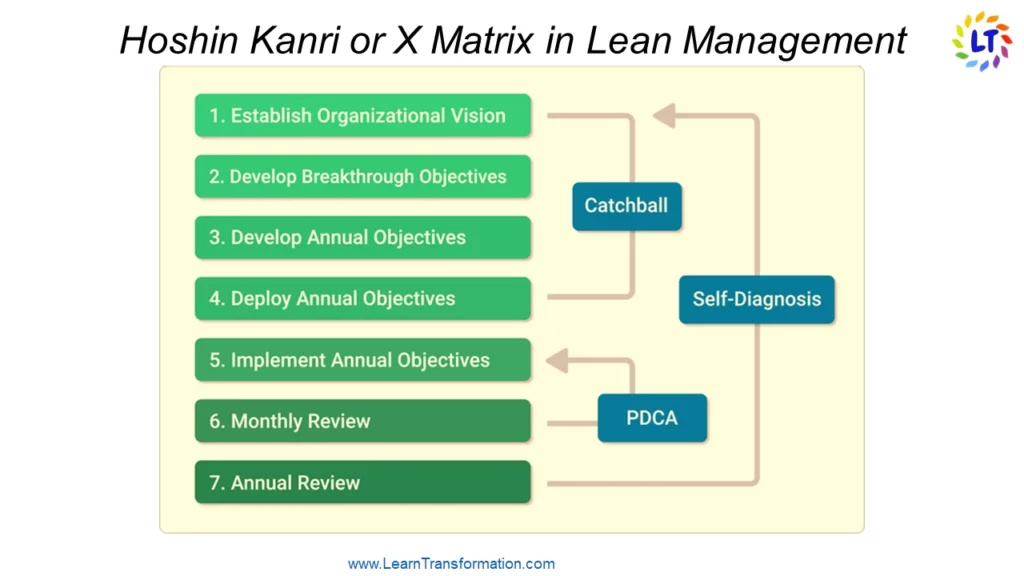
Hoshin Kanri is a Japanese word which means policy deployment. Further, The word Hoshin means direction & Kanri means administration. So, It is 7 step planning process that involves an organized method to meet strategic planning objectives & manage progress towards those objectives.
The top- down approach of focus on gradual communications for exploring visions, developing & implementing policies from top to bottom & obtaining feedback from bottom to top in the VUCA World.
8. Heijunka lean tools
Heijunka is the Japanese term which means “leveling.” It levels the type & quantity of production, while decreasing batching in lean manufacturing process. Toyota utilized Heijunka to minimize batching & create a more efficient manufacturing process. It supports predictable & steady flow of small- batch manufacturing rather than larger production processes.
The objective of this specific lean manufacturing tool is to reduce capital costs, inventories, manpower & production time to a minimum. For instance, let say a mobile manufacturing company receives 1000 orders for mobiles every weak. 100 on Monday, 300 on Tuesday, 400 on Wednesday, 200 on Thursday. Rather than manufacturing 1000 mobiles in the starting of the weak or exact amount required each day, the company would produce 200 mobiles each day. By this the company can optimize the manufacturing operation & therefore create a more efficient process.
9. Takt Time lean tools
Takt Time refers to the speed at which a complete product is finish to fulfill consumer demand and gives you a brief idea of lean tools and how to use them. So, It is an important tool to find if goods a flowing from each station to the next in an efficient manner. Further, Takt Time provides you the means to measure processes to make sure continuous flow & the optimum utilization of machines and processes.
How to calculate Takt Time?
We can calculate mathematically takt time as follows:
Takt time= Time Available/ Demand
The time available for production should highlight the number of time employees spend operating on the product, subtracting variables Which includes conference breaks & different associated activities. So, Customer demand is determining what number of products a buyer expects to buy.
Both of these variables ought to be steady over the identical time frame, like 1 day or a week. Additionally, Takt Time isn’t the number of man-hours putting into developing a product. Moreover, It refers to the complete time period to create a product, from start to finish, ensuring that continuous flow & customer demand is satisfying.
For Example:
Total Time: 8 Hours X 60 Minutes = 480 Minutes
Breaks: 50 Minutes
Time Available: 430 Minutes
Customer Demand in 8 Hours: 100 units
Takt Time: 430 /100 = 4.3 Minutes = 258 Seconds
In this example, the customer will need 1 unit every 258 seconds. However, you might like to produce a single unit in little less than 258 seconds in order to aid any variation in process steps, before implementing takt, it is essential to ensure that your processes are reliable & can deliver good quality.
Benefits:
- We can attain consistent flow of production in lean manufacturing process.
- It helps to set real time targets.
10. Jidoka lean tools
Jidoka was invented in 1896. It means Autonomation. It is basically automation with a human element. Furthermore, Jidoka implements few supervisory functions in preference to manufacturing functions. In this concept, machines is automatically stopps when it detects any defect.
Principles of Jidoka-
So, We can break the principles of this lean manufacturing technique into four steps:
- Discover an abnormality or problem in the operation.
- Stop the operation process.
- Fix the problem at hand.
- Discover the root cause to prevent future issues & install a countermeasure in a process or product.
Benefits of Jidoka:
- Improves productivity.
- Reduces downtime.
- Empowers employees for a successful human resource transformation.
Leader’s Tip:
Recognise the unique requirements of your organisation and choose the best suitable Lean Tools in accordance.
11. Problem Solving / PDCA / PDSA lean tools
The PDCA / PDSA cycle is a 4-phase graphical model for carrying out change at your organization. The method is cyclical, so the PDCA / PDSA cycle should be repeated again and again. It is a good idea to use this model at the beginning of a process improvement project, especially for processes that are repetitive.
- Plan – Find a problem or opportunity as well as set out a plan for consistent change. Moreover, It Create a hypothesis for what possible issues may be.
- Do – This is the testing phase. This will be a small-scale test where you can easily measure results as well as obtain a higher understanding of your hypothesis.
- Check – Evaluate if the problem is fixed.
- Act – If the preliminary test was successful, repeat it on a larger scale.
12. Cellular Manufacturing
It includes two core characteristics, grouped components & manufacturing cells. Cellular Manufacturing is the process of generating similar products in one cell. Furthermore, The product, in Cellular Manufacturing, moves through the lean manufacturing process in a single unit without any stoppage. So, In Cellular Manufacturing, We can produce similar products on the same assembly line.
For instance: A metallic case arrives in a factory & needs to assemble. Assembly needs a variety of distinct steps. The aim of Cellular Manufacturing is for all the steps to occur in one area, in a single cell. This decreases the transportation time of the parts during the lean manufacturing process.
Benefits of Cellular Manufacturing:
- Group similar products together to minimize time of changeover.
- Effectively use space during complete production process.
- Reduces rejection & optimize the floor space.
- Increase flexibility, productivity and also transparency.
- Reduce lead time.
- Enhance teamwork and communication between employees as well as departments.
13. Overall Equipment Effectiveness (OEE)
OEE is a system that we use to measure lean manufacturing efficiency. It measures the percentage of time that a manufacturer is truly productive. So, a 100% would mean that a manufacturer is 100% productive. OEE measures performance, quality & availability.
The goal of OEE is by measuring productivity in terms of time, manufacturers can obtain vision into how to improve complete manufacturing performance through lean manufacturing tool. The system helps to identify waste, track progress & improve manufacturing equipment efficiency.
OEE= Quality*Performance*Availability.
Quality measures the number of defects in a lean manufacturing process. So, A 100% score indicates that there are zero defects.
Performance measures slow cycles & stop. Thus, A 100% score indicates everything is running as swiftly as possible.
Availability takes into consideration any stops. A 100% score indicates that the process is always running during set production times.
14. One-Piece Flow
One-Piece Flow is the sequence of a product or service through a process that is one unit at a time. It is the opposite of batch production, where a large quantity of products are produced at once & they are sent through the lean manufacturing process as a batch or group. In this tool the focus is on the manufacturing of the product itself instead of the waiting, transportation & storage of the product.
Benefits of One-Piece Flow-
- Ability to detect defects earlier & more precisely.
- More flexibility for customization as well as meeting customer demands.
- Reduce the amount of work in progress to make each step more efficient.
- Reduces costs by removing waste.
15. Bottleneck Analysis
Bottleneck (or constraint) in a supply chain refers to the lean tool that takes the longest time in whole operations. Further, The word Bottleneck refers to the slowest member of a whole operation. That member can determine the speed of the entire group. Furthermore, The same goes for processes in manufacturing. So, If one part of a supply chain is unnecessarily slow, it can decrease the speed and efficiency of the complete manufacturing process. When managers find that the manufacturing process is taking too long. At this point, managers will try to determine exactly where the bottleneck is occurring.
The goal of Bottleneck Analysis is to determine the slowest parts of the lean manufacturing process and then solve how to speed them up. The process can be costly but will usually lead to increased efficiency & profits.
Benefits:
- Increase productivity & plant capacity.
- Optimize the cycle time.
16. Total Productive Maintenance (TPM)
Total Productive Maintenance is a lean tool used to prevent machine downtime within the production process. It is organizing the approach to maintain & improve the performance of process, employee satisfaction, safety in a business transformation. The goal is to limit downtime as much as possible in order to increase production efficiency.
So, Total Productive Maintenance has 3 main components:
- Preventative Maintenance- These are regularly planned & executed maintenance activities Here, the crew will perform periodically and complete equipment maintenance for all the machines to check for any problem in the functioning. This will make sure that sudden breakdowns do not occur & the throughput for each equipment is increased.
- Corrective Maintenance – This kind of maintenance revolves around making the decision of whether there is a requirement for fixing or buying new equipment altogether. Oftentimes, it is more cost-effective to replace equipment before they break. Replacing equipment can often increase efficiency and profits.
- Maintenance Prevention– This makes sure that machines bought are the proper ones. Further, Purchasing faulty or incorrect equipment can result in increased maintenance responsibilities.
17. Total Quality Management (TQM)
Total Quality Management is a lean tool that is also an organizational effort to improve the quality of a manufactured product. It is consumer-oriented approach. TQM deals with participative management and focuses on improving product, service or process of the organization. The aim is to increase quality of every single step in an organizational workflow.
Hence, There are a few main principles of Total Quality Management:
- Customer Focused – The goal of Total Quality Management is to improve the product delivered to customers & keep customers satisfied.
- Strategy– This lean manufacturing tool requires a strategic approach that utilizes a set methodology.
- Continuous Improvement- Ensuring quality takes time and it must be analyzed and improved annually.
Benefits Of TQM-
- TQM Increases the awareness of quality within the organization.
- It emphasizes on teamwork.
- Increases commitment toward continuous improvement within the organization.
Check out the TQM Video-
18. Standardized Work
Standardized Work is a lean tool used to record current best practices, improve the standard & makes sure that the new standard becomes a baseline for improvement. Furthermore, At its core, it is about ensuring your operations run as smoothly as possible. Standardized work is essential to reaching your ideal Takt Time.
Standardized Work improves 3 essential aspects of the manufacturing process:
- The pace at which products are produced in order to meet consumer demand.
- The operator’s work sequence to produce products at that time rate.
- The standard inventory required to ensure a smooth manufacturing process.
Benefits of Standardized Work-
- Process improvement never ends.
- Reduces waste.
- Improves scaling efforts.
- Makes abnormalities more visible.
- Less time spent on guesswork.
19. 5 Why’s
The five why’s are an attempted & true method of analyzing & solving a problem. 5 Whys is a lean technique used to decide the root cause of a problem. Moreover, The 5 Whys technique was developed by Sakich.
Ask yourself why is important because of the quickest way of getting to the root cause of a problem, flowing through the symptoms & getting right to the basic issues. It is continually a great concept of repeating the five why test while giving alternative answers or asking an employee to conduct the 5 whys for comparison. For this reason, you can go beyond 5 whys, the key is to stop the exercise when the answers become unserviceable or no more useful responses are given.
Example of the 5 Why’s-
Problem – We missed a customer delivery time limit.
- Why was the time limit missed? Because we sent out the product one day late.
- Why was the product dispatched out late? Our customer management system wasn’t updated to reflect the new batch of orders.
- Why wasn’t the database updated? Because it was under work.
- Why wasn’t the update finished in time? There are idle positions open in the IT department which has increased turnaround times.
- Why are there idle positions in IT? Several members of the IT staff are on vacation at the same time.
Check out the 5 Why’s Video-
20. Value Stream Mapping
To sustain Lean manufacturing, it has to be seen to deliver results. The maximum considerable improvements are going to arise when you enhance the primary processes taking place in the workplace and the manner to do that is to perceive those value streams and focus first on improving them. Further, This means making improvements to the way regular tasks are done, which means improving the key value streams in the office.
Value stream mapping lets in for office lean transformation processes to be regarded of their entirety, from the instant the consumer places the order to while a product is shipped. When carrying out the mapping, it’s necessary at least one person, or ideally, a small team walks the complete value stream to get a precise picture, instead of one compiled by teams each experiencing a small snapshot of the stream. Data about times & where backlogs occur is also important. Once this is completed, apply the lean principles to remove wasteful processes such as unnecessary approvals & paperwork.
21. Visual Management
Visual Management is a communication lean technique that uses visual aids to convey messages swifter & more efficiently. Work instructions can often be clarified and far easier to understand when visual aids are involved. For example, if a worker must build a piece of furniture from multiple parts, it will often be better understood in a visual format. It is particularly useful for tasks that are difficult to explain with words alone.
The objectives of Visual Management are:
- Clarify waste.
- Display problems in a simpler way.
- Indicate your efficiency goals.
- Increase effective communication.
22. Just in Time
Just in Time is a lean tool that calls for the production of what a consumer desires, when they want it, in the quantity they want it, and where they want it. Rather than generating a big stock of a product that rests in warehouses, you only create as much of an item as a customer wants. This decreases unnecessary inventory & makes sure that companies only spend on a stock that will be paid for.
Just in Time was invented by Toyota during WWII. The lean tool was invented at a time when producing extra stock was simply too expensive & not possible. The idea for Just in Time came from a visit to US supermarkets by Toyota managers. They noticed that shelves were only filled when a product ran out, not before that.
Check out the JIT Video-
23. Quick Changeover/ SMED
SMED is the Single Minute Exchange of Dies, which is a process of reducing changeover time by labeling machine elements as internal or external, after which changing the internal factors so that they may be modified externally at the same time as the machine remains operating.
For instance: A pit team at an automobile race is a good instance of Quick Changeover. The quicker a crew can a changeover, the better chance a racer has of winning. A slow changeover will often result in losing a race.
Benefits of Quick Changeover:
- Reduce the number of defects.
- Reduce inventory costs.
- Better chance of on-time delivery.
24. KPIs
KPI is an acronym for Key Performance Metric, and it refers to metrics used to evaluate & analyze manufacturing efficiency. KPIs are essentially metrics set by management to measure the success of lean manufacturing objectives.
Some Common Manufacturing KPI’s Include:
- Speed– Measuring speed is important for increasing efficiency & profits.
- Count– This refers to the amount of product generated.
- Reject Ratio- Lean manufacturing processes will sometimes produce scrap. Reducing scrap is necessary for increasing productivity.
- Takt time. This can refer to the amount of time it takes to produce a product. Measuring this can help identify where there are bottlenecks in the manufacturing process.
- Downtime. Breakdown of machine changeover often causes downtime. Lean seeks to reduce downtime as much as possible.
25. The last lean tool-8 Wastes
In lean manufacturing, 8 Wastes refers to eight typical places manufacturers have waste. The method was invented by Toyota and is an essential part of the Toyota production system. The 8 Wastes are as follows:
- Overproduction– When we produce more products than the consumer demands.
- Waiting– Waiting refers to the time between one operation & the next.
- Transporting– Transportation adds no value to a product and only too much transporting only increases the risk of defects.
- Over-processing- This refers to using overly expensive equipment to accomplish tasks that can be processed by simpler & most cost-effective equipment.
- Unnecessary Inventory– The goal is to reduce inventory to what’s required.
- Excessive Motion- Human motion should be reduced in the manufacturing process.
- Defects– Reducing defects is crucial for reducing costs.
- Skills Set- If we don’t use our manpower efficiently, that is the waste.
Six Big Losses (A bonus point)
Six Big Losses refers to the six most common reasons for ineffective production. TPM & OEE are generally used to eliminate the Six Big Losses. What are the Six Big Losses?
- Breakdowns– Breakdowns refer to machine failure & the requirement for intensive maintenance.
- Setup/Adjustment– Setup/Adjustment refers changeover & machine warm-up for maintaining effective quality transformation.
- Idling– Idling refers to jams, obstructions, and cleaning.
- Speed– Speed refers to operator performance and the machine put on down.
- Defects in Process and Re-work- Defects refer to product damages and the need for corrections.
- Start-up Losses- Startup losses refer to improper assembly and losses due to product defects.
Leader’s Tip:
Establishing a culture of continuous improvement requires training and empowering staff to use Lean Tools successfully.
Conclusion
At last, Each of these lean tools & techniques offers a complete and beneficial Lean Manufacturing system of its own.So, Once you’re familiar with these concepts, implementation can be based on your work culture & production style, as Lean Manufacturing has controlled to strike fulfillment in all different sectors and varieties of businesses.
Frequently Asked Questions(FAQs)
Which is the best tool for lean?
Lean tools are organized & scientific methods for problem-solving. Best Lean tools are:
- 5S
- Poka-yoke
- Andon
- Kaizen (Continuous Improvement)
- Kanban Pull System
- Gemba
- Hoshin Kanri
- Heijunka ( Level Scheduling)
- Takt Time
- Jidoka
What are 5S lean tools?
5S represents five simple practices that begin with the letter ‘S’ which are: Sort, setting in order, Shine, Standardize, Sustain. In Japanese, these are referred to as: seiri, seitan, serious, seiketsu, and shitsuke.
What are some examples of Lean tools?
There are many Lean tools available, but some of the most commonly used ones include Value Stream Mapping, Kaizen events, 5S, Just-in-Time (JIT), Kanban, and Total Productive Maintenance (TPM). Value Stream Mapping is used to analyze and optimize the flow of materials and information throughout a process
What are the benefits of using Lean tools?
Using Lean tools can help organizations reduce waste, improve efficiency, increase quality, and reduce costs. Lean tools can also help organizations become more agile and responsive to customer needs, and can help create a culture of continuous improvement. By using Lean tools, organizations can create a competitive advantage by delivering products and services faster, more reliably.
Key Takeaways
- Value stream mapping, 5S, and Kanban are examples of lean tools that can be used to detect waste, streamline operations, and find inefficiencies.
- Lean Thinking’s central tenet of continuous improvement is made possible through the use of lean tools.
- Strong leadership backing, staff engagement, and a focus on cooperation and teamwork are necessary for the implementation of Lean Tools.
