 Formula?")
Improvement usually means doing something that we have never done before.
Shigeo Shingo
Overall Equipment Effectiveness term initially was used by Seiichi Nakajima in the year 1960 to measure how efficiently they are utilizing their equipment. Seiichi Nakajima also invented Total productive maintenance (TPM). One of the massive objectives of OEE & TPM programs is to lessen or eliminate the Six Big Losses which are the typical causes of equipment-based total productiveness loss in manufacturing.
Unlock a world of knowledge with just one click: Navigating Lean Digital Transformation
In some organizations, Overall equipment effectiveness very important measure within Total Productive Maintenance (TPM) where it forms the main KPI (Key performance indicator).
What Is Overall Equipment Effectiveness?
Overall Equipment Effectiveness definition is that it is a metric that determines the planned production time percentage that is productive in real. A 100% OEE rating represents the best manufacturing i.e. manufacturing only good parts, with no downtime, as swift as possible. In terms of OEE; 100% Quality (most effective Good Parts), 100% Performance (as speedy as possible), and 100% Availability (no Stop Time) OEE. Overall Equipment Effectiveness measures the losses in a manufacturing process. We calculate it out of our machine’s performance, availability, and quality of output and then represented in the form of a percentage.
What is Overall Equipment Effectiveness Benchmarks?
Mounting OEE as a KPI for measuring equipment effectiveness is a good move but what do you measure against? You need a baseline for this. This is where the OEE benchmark comes in. So, considering standard parameters on how to evaluate the good and bad OEE scores is very important to understand.
- 100% score of An OEE is a perfect production: it means we are manufacturing defect-free products, as fast as possible, without any breakdown or stoppages.
- 85% score of an OEE is a world-class benchmark for discrete manufacturers and consideres as a long-term goal of any organization for a successful organization transformation.
- 60% score of an OEE is a good but indicates that there is room for improvements in the production system.
- 40% score of an OEE considers a bad operation. They are just starting to track and improve their manufacturing performance and need to restructure to improve productivity, cycle time, or defect rates. It is a low score.
What is OEE Formula? How to Calculate Overall Equipment Effectiveness(OEE)?
Elements contributing to the OEE formula data are:
- Availability.
- Performance.
- Quality.
The OEE calculation is:
OEE = Availability * Performance * Quality
1. Availability (A):
- It is all about the availability of the machine during a planned schedule. Availability is the unit of time the machine is to be had to run divided by the entire possible available time.
- Actual time spent running the process comes in the numerator. The scheduled time that the process should run comes in the denominator.
- Dividing the numerator by the denominator gives a % of uptime for the process.
- If actual time = scheduled time, it means no downtime has occurred, then Dividing one by the other in this case, gives the availability of 1 or 100%.
- If the actual time < scheduled time, then availability will be less than 100%.
- Reasons for availability to be less than 100% include: Startup losses, Machine breakdown, Tooling changeovers, Material or Operator Unavailable.
AVAILABILITY = Operating Time / Planned Production Time
Where, Operating time = Planned Production Time – Planned Downtime
Planned Production Time is the total time that the production asset schedules for production. Planned downtime includes meetings, lunch breaks, and any other regularly scheduled breaks that are independent of the machine in VUCA. Availability takes into consideration
Availability Loss, which incorporates all events that prevent planned production for a considerable duration of time. This consists of Planned Stops (such as change over time) and Unplanned Stops (such as equipment failures).
Read Also: What is Benchmarking? (4 Types of Benchmarking, Steps)
Leader’s Tip
For an accurate OEE calculation and the ability to spot improvement possibilities, collect precise data on machine availability, performance, and quality.
2. Performance (P):
- Performance is a measure of speed in the process. It measures how well the machine runs while it is running (within the operating time). Performance in OEE provides data on the speed at which the machine performs against the desired speed.
- The number of actual units produced by the process comes in the numerator. The number of units expected primarily based on the actual time that the process ran comes in the denominator.
- Dividing the numerator by the denominator gives a % of production against the designed production rate.
- If the process has run according to the cycle time in the standard work, then the actual units & expected units will be the same. Dividing one by the other performs 1 or 100%.
- If the cycle time does not cling to and fewer units produce than expected, the performance will less than 100.
We calculate it as the ratio of Net Run Time to Run Time.
Performance = (Ideal Cycle Time × Total Count) / Run Time
Ideal Cycle Time is the theoretical quickest feasible time to manufacture one piece. So, multiplying with Total Count the result in Net Run Time. Net Run Time is the quickest viable time to manufacture the entire number of pieces.
The performance in OEE takes into consideration Performance Loss, which consists of all factors that cause the production process to function at much less than the most possible speed while running (which includes Slow Cycles and Small Stops).
Examples of things that create Performance Loss include misfields, machine wear, substandard materials & jams.
Also See- What is 8 Waste (Downtime)?
3. Quality (Q):
- Quality is a measure of the precision in a process. Quality in OEE industry standards represents the number of goods produced without any defect.
- The number of good units produced comes in the numerator. The total number of units produced comes in the denominator.
- Dividing the numerator by the denominator gives a percentage of acceptable units for the process.
- If no defects produced, then the good units = total units. Dividing one by the other in this case gives a quality of 1 or 100%.
- If the number of good units < the total number produced, then quality will be less than 100%.
- Reasons for quality to be less than 100% include: Contamination, missing parts, damage, incorrect component fitted.
In OEE calculator practice:
Quality= Good Count / Total Count
Good Count is the pieces we manufacture without any defects.
Quality takes into consideration Quality Loss, which finds out manufactured pieces that don’t satisfy quality standards, which includes pieces that are later reworked. If you’ve 100% of goods produced without any defect, then the work center is performing remarkably. But, this seldom happens. It’s all approximately decreasing the defective products and generating simpler good quality ones.
OEE Formula
overall equipment effectiveness considers all losses (Availability Loss, Performance Loss, and Quality Loss), resulting in a measure of truly productive manufacturing time. We can calculate OEE as:
OEE = Availability x Performance x Quality
If the formulas for Availability, Performance, and Quality are put in the above equation and then reduced to their simplest terms, then the outcome is:
OEE = (Good Count × Ideal Cycle Time) / Planned Production Time
Overall Equipment Effectiveness Calculation Example
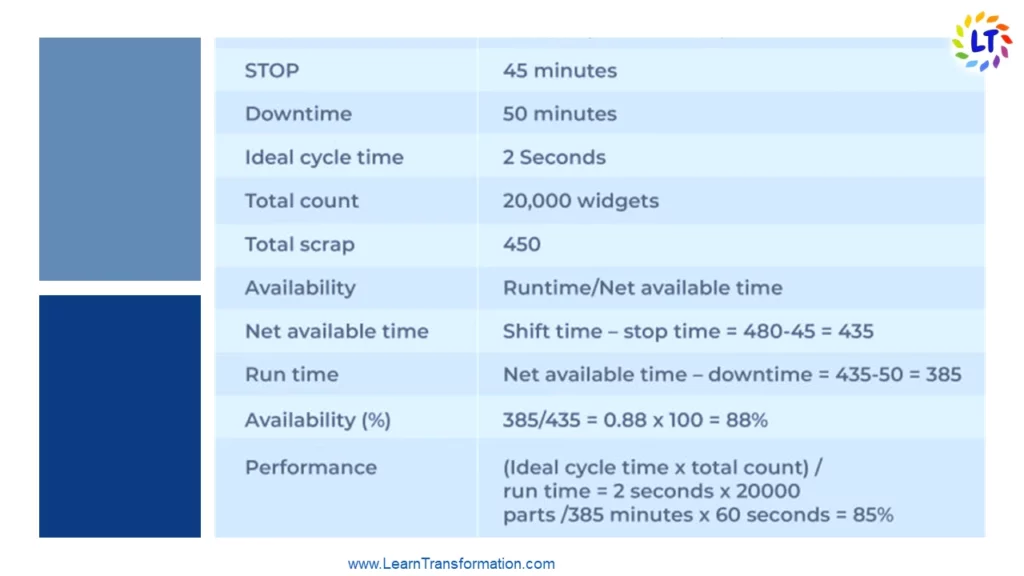
So, OEE = Availability x Performance x Quality = 88 x 85 x 97 = 72.5%
What are Benefits of Overall Equipment Effectiveness?
- Helps map production efficiency with reporting.
- The all-in-one metric for measuring manufacturing productivity.
- Improve quality.
Leader’s Tip
Engage cross-functional teams to examine OEE data, locate the source of inefficiencies, and carry out specific activities for improvement.
What are Six Big Losses?
One of the foremost objectives of the OEE application is to reduce or eliminate Six Big Losses. The six big losses are divided into 3 main areas;
- Availability.
- Performance.
- Quality.
The reason for splitting each area into two categories is that the possible causes are generally different.
1. Availability Losses
We all want our machinery and processes to be available for use when we need them within our working day, however, there are times when our machines are not available. The availability factor can be divided into the first two of the six big losses. Both of these are critical because when the machine isn’t running, there is no performance or quality to worry about in lean transformation.
- Equipment Failure
This is equipment that is not running when it is scheduled for production, causing unplanned downtime. Common examples are unplanned maintenance stops, Machine breakdowns, and tooling failure.
- Setup and Adjustments:
This is production downtime due to changeovers, machine, and tooling adjustments, planned maintenance, inspections, and setup/warmup time in OEE industry standards. When production of one part finishes and the equipment is adjusted to satisfy the needs of other components then Downtime and faulty product occur. SMED is used for decreasing the effects of this loss. The degree of loss depends on factors such as Operator skill level, process standards, Tooling consistency, and quality.
2. Performance Losses
We measure OEE performance in regards to our actual output against what we would expect if the machine was running at its design speed for our available time. Losses are:
- Idling and Minor Stoppages
Another name for Idling and Minor Stops is small stops. When production is interrupted via means of temporary malfunction or whilst the machine is idling. Generally, it includes stops that are less than 5 minutes and that don’t need maintenance personnel. Contributing elements include misaligned sensors, an Operator on a different machine or different tasks, defective products that bring the about shut line down, disturbance of production flow, loss of product or raw material, and tools in the transformation process.
- Reduced Speed
It refers to the difference between equipment design speed and the actual operating speed. Some components might not be capable of a run at a machine’s maximum rate. Factors include the Risk of making unacceptable parts at higher speed, Mechanical problems. There are several causes for speed loss during business transformation. Your equipment might be worn so performance has worsened. You may have poor-quality raw materials that need to run at slower speeds. To battle this, develop standards to make the process more strong so it doesn’t matter who is running the machine. Operators usually set the machine speed where it gives them the least amount of problems.
Handpicked for Our Leaders: 8 Wastes (Downtimes)
3. Quality Losses
Just like the other factors, the quality factor is divided into process defects and reduced yield because there are different causes for these two categories.
- Process Defects
It refers to any defective part manufactured during stable production, including scrapped parts and parts that can be reworked by OEE industry standards. Examples of common reasons for process defects include incorrect equipment settings, and operator or equipment handling errors.
- Reduced Yield
Reduced yield refers to defective parts made from startup until stable production is attained. Reduced yield most commonly occurs after changeovers, incorrect settings, and machine warmups. The degree of loss depends on factors such as Maintenance of equipment, Operator skill level, and tooling.
Final Word
Overall Equipment Effectiveness was originally described as a central component of Total Productive Maintenance (TPM) in an effort to produce goods with zero defects and zero losses. The overall goal of OEE calculation is to achieve the most optimal production process by increasing productivity, efficiency, and safety. It helps in visualizing performance, and production insight, reduces machinery cost, increases competitiveness, and provides many such benefits.
4 Best Lean Principles Books
Global Reader’s Click Below:
- A Factory of One: Applying Lean Principles to Banish Waste and Improve Your Personal Performance
- The 12 Principles of Manufacturing Excellence: A Lean Leader’s Guide to Achieving and Sustaining Excellence, Second Edition
- The Lean Six Sigma Pocket Toolbook: A Quick Reference Guide to 100 Tools for Improving Quality and Speed
- The Lean Turnaround: How Business Leaders Use Lean Principles to Create Value and Transform Their Company
India Reader’s Click below:
- Lean IT – Principles to Practice: Toyota Way to Create Value for the Customer & Wealth for IT Organization
- Creating a Lean R&D System: Lean Principles and Approaches for Pharmaceutical and Research-Based Organizations
- Lean Principles and Application in BPO
- The Principles of Product Development Flow: Second Generation Lean Product Development
FAQs
How do you measure overall equipment effectiveness?
OEE is calculated out of your machine’s performance, availability, and quality of output and then represented in the form of a percentage.
OEE = Availability * Performance * Quality
What is meant by overall equipment effectiveness?
OEE definition is that it is a metric that determines the planned production time percentage that is productive in real. A 100% OEE rating represents the best manufacturing i.e. manufacturing only good parts, with no downtime, as swift as possible. In terms of OEE; 100% Quality (most effective Good Parts), 100% Performance (as speedy as possible), and 100% Availability (no Stop Time) OEE.
Key Takeaways
- OEE measures the effectiveness of the equipment and identifies areas for improvement by combining three metrics: availability, performance, and quality.
- When calculating OEE, the three parameters are multiplied and the result is expressed as a percentage (OEE = Availability x Performance x Quality).
- Through proactive maintenance, process optimisation, and employee training, it is necessary to decrease downtime, increase production efficiency, and improve product quality in order to improve OEE.
